circular pocket milling program || without use sub program || only one block || vmc programming
circular pocket milling program || without use sub program || only one block || vmc programming
G12 Circular Pocket Milling CW / G13 Circular Pocket Milling CCW
These G-codes mill circular shapes. They are different only in that G12 uses a clockwise
direction and G13 uses a counterclockwise direction. Both G-codes use the default XY
circular plane (G17) and imply the use of G42 (cutter compensation) for G12 and G41 for
G13. G12 and G13 are non-modal.
D - Tool radius or diameter selection**
F - Feedrate
I - Radius of first circle (or finish if no K). I value must be greater than Tool Radius, but less
than K value.
K - Radius of finished circle (if specified)
L - Loop count for repeating deeper cuts
Q - Radius increment, or stepover (must be used with K)
Z - Depth of cut or increment
indicates optional
To get the programmed circle diameter, the control uses the selected D code tool size.
To program tool centerline select D0.
NOTE: Specify D00 if you do not want to use cutter compensation. If you do
not specify a D value in the G12/G13 block, the control uses the last
commanded D value, even if it was previously canceled with a G40.
Rapid-position the tool to the center of the circle. To remove all the material inside the
circle, use I and Q values less than the tool diameter and a K value equal to the circle
radius. To cut a circle radius only, use an I value set to the radius and no K or Q value.
Example G13 multiple-pass using I, K, Q, L, and G91:
This program uses G91 and an L count of 4, so this cycle will execute a total of four times.
The Z depth increment is 0.500. This is multiplied by the L count, making the total depth of
this hole 2.000.
The G91 and L count can also be used in a G13 I only line.
O60131 (G13 G91 CCW EXAMPLE) ;
(G54 X0 Y0 is center of 1st pocket) ;
(Z0 is on top of the part) ;
(T1 is a 0.5 in. dia endmill) ;
(BEGIN PREPARATION BLOCKS) ;
T1 M06 (Select tool 1) ;
G00 G90 G40 G49 G54 (Safe startup) ;
G00 G54 X0 Y0 (Rapid to 1st position) ;
S1000 M03 (Spindle on CW) ;
G43 H01 Z0.1 (Activate tool offset 1) ;
M08 (Coolant on) ;
(BEGIN CUTTING BLOCKS) ;
G13 G91 Z-.5 I.400 K2.0 Q.400 L4 D01 F20. ;
(Rough & finish CCW) ;
(BEGIN COMPLETION BLOCKS) ;
G00 G90 Z0.1 M09 (Rapid retract, coolant off) ;
G53 G49 Z0 M05 (Z home, spindle off) ;
G53 Y0 (Y home) ;
M30 (End program)
#CircularPocketMilling
#NotUseSubProgram
Thanks for Watching
Like 👍👍
Share
Subscribe Our Channel
Видео circular pocket milling program || without use sub program || only one block || vmc programming канала Amazing Gyan Tech 3M
G12 Circular Pocket Milling CW / G13 Circular Pocket Milling CCW
These G-codes mill circular shapes. They are different only in that G12 uses a clockwise
direction and G13 uses a counterclockwise direction. Both G-codes use the default XY
circular plane (G17) and imply the use of G42 (cutter compensation) for G12 and G41 for
G13. G12 and G13 are non-modal.
D - Tool radius or diameter selection**
F - Feedrate
I - Radius of first circle (or finish if no K). I value must be greater than Tool Radius, but less
than K value.
K - Radius of finished circle (if specified)
L - Loop count for repeating deeper cuts
Q - Radius increment, or stepover (must be used with K)
Z - Depth of cut or increment
indicates optional
To get the programmed circle diameter, the control uses the selected D code tool size.
To program tool centerline select D0.
NOTE: Specify D00 if you do not want to use cutter compensation. If you do
not specify a D value in the G12/G13 block, the control uses the last
commanded D value, even if it was previously canceled with a G40.
Rapid-position the tool to the center of the circle. To remove all the material inside the
circle, use I and Q values less than the tool diameter and a K value equal to the circle
radius. To cut a circle radius only, use an I value set to the radius and no K or Q value.
Example G13 multiple-pass using I, K, Q, L, and G91:
This program uses G91 and an L count of 4, so this cycle will execute a total of four times.
The Z depth increment is 0.500. This is multiplied by the L count, making the total depth of
this hole 2.000.
The G91 and L count can also be used in a G13 I only line.
O60131 (G13 G91 CCW EXAMPLE) ;
(G54 X0 Y0 is center of 1st pocket) ;
(Z0 is on top of the part) ;
(T1 is a 0.5 in. dia endmill) ;
(BEGIN PREPARATION BLOCKS) ;
T1 M06 (Select tool 1) ;
G00 G90 G40 G49 G54 (Safe startup) ;
G00 G54 X0 Y0 (Rapid to 1st position) ;
S1000 M03 (Spindle on CW) ;
G43 H01 Z0.1 (Activate tool offset 1) ;
M08 (Coolant on) ;
(BEGIN CUTTING BLOCKS) ;
G13 G91 Z-.5 I.400 K2.0 Q.400 L4 D01 F20. ;
(Rough & finish CCW) ;
(BEGIN COMPLETION BLOCKS) ;
G00 G90 Z0.1 M09 (Rapid retract, coolant off) ;
G53 G49 Z0 M05 (Z home, spindle off) ;
G53 Y0 (Y home) ;
M30 (End program)
#CircularPocketMilling
#NotUseSubProgram
Thanks for Watching
Like 👍👍
Share
Subscribe Our Channel
Видео circular pocket milling program || without use sub program || only one block || vmc programming канала Amazing Gyan Tech 3M
Показать
Комментарии отсутствуют
Информация о видео
Другие видео канала
 Lecture 5 - G12 Circular Pocket Milling Cycle (CW) (for HASS controller)
Lecture 5 - G12 Circular Pocket Milling Cycle (CW) (for HASS controller) circular pocket milling program || how to Write a 2D pocket program in vmc machine
circular pocket milling program || how to Write a 2D pocket program in vmc machine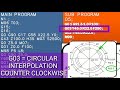 HOW TO USE G16 FOR CIRCULAR SLOT MILLING PROGRAM in hindi
HOW TO USE G16 FOR CIRCULAR SLOT MILLING PROGRAM in hindi VMC WORK OFFSET | CORNER WORK OFFSET ON VMC MACHINE
VMC WORK OFFSET | CORNER WORK OFFSET ON VMC MACHINE VMC Tool runout checking
VMC Tool runout checking fixture hole dialing || datum setting || round work offset || fixture Setting
fixture hole dialing || datum setting || round work offset || fixture Setting Cnc Circular Interpolation I & J - Cnc Circular Interpolation Example - Cnc Interpolation Program
Cnc Circular Interpolation I & J - Cnc Circular Interpolation Example - Cnc Interpolation Program VMC 2D SLOT PROGRAMING | SLOT PROGRAM KESE KARE | HOW TO CREATE SLOT PROGRAM IN VMC MACHINE |
VMC 2D SLOT PROGRAMING | SLOT PROGRAM KESE KARE | HOW TO CREATE SLOT PROGRAM IN VMC MACHINE | VMC 3 axis machining
VMC 3 axis machining How to Write a Ramp Milling Program || Helix Interpolation || Spiral Milling || vmc 2D Program
How to Write a Ramp Milling Program || Helix Interpolation || Spiral Milling || vmc 2D Program CIRCULAR POCKET MILLING || VMC PROGRAMMING || M98 AND M99 CNC CODE
CIRCULAR POCKET MILLING || VMC PROGRAMMING || M98 AND M99 CNC CODE BFW Xtron 544 #VMC #Micromatic vs. #Bfw #AMS #Cnc #machine #automobile
BFW Xtron 544 #VMC #Micromatic vs. #Bfw #AMS #Cnc #machine #automobile Vmc programming || pcd programming || how to calculate pcd
Vmc programming || pcd programming || how to calculate pcd vmc tool offset || vmc work offset || vmc machine offset || vmc machine settings
vmc tool offset || vmc work offset || vmc machine offset || vmc machine settings vmc machine programming || rpm calculation || feed calculation || cutting speed कैसे निकाली जाती है
vmc machine programming || rpm calculation || feed calculation || cutting speed कैसे निकाली जाती है Macro Variable for CNC
Macro Variable for CNC Helical milling on a CNC milling machine - CNC training course
Helical milling on a CNC milling machine - CNC training course Hole dialing for cordinate measuring (vmc)
Hole dialing for cordinate measuring (vmc) vmc programming || circular pocket in vmc machine
vmc programming || circular pocket in vmc machine vmc machine outside dialing || Dial Stand use in vmc machine || How to daling round part || offset
vmc machine outside dialing || Dial Stand use in vmc machine || How to daling round part || offset